
一、垃圾渗滤液的高氨氮特性与处理挑战
1. 氨氮浓度与毒性
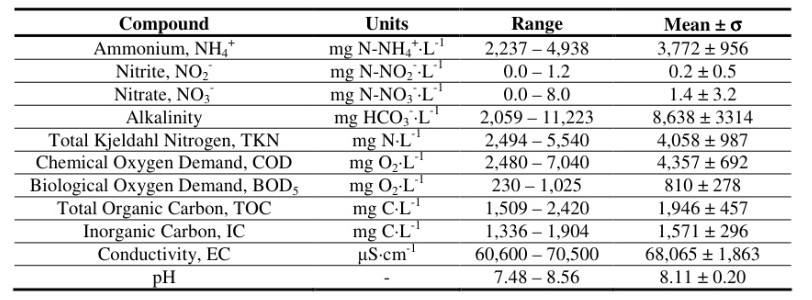
垃圾渗滤液的氨氮(NH₄⁺N)浓度范围可达2,237–5,618 mg/L,其毒性随pH和浓度变化:

pH>6.5时,NH₃(游离氨)占比增加,抑制微生物活性(如硝化细菌)。
浓度超过500 mg/L会显著抑制废水处理工艺,而>1,500 mg/L对微藻生长产生严重抑制。
2. COD与污染特征
化学需氧量(COD)通常为2,000–5,000 mg O₂/L,伴随高色度、重金属和难降解有机物(如腐殖酸),直接培养微藻时易导致光屏蔽效应和代谢抑制。
二、全链条技术流程设计
(一)预处理阶段:解除高氨氮与有机物的抑制
1. 氨氮脱除技术
吹脱法:在pH=12、温度80℃条件下,氨氮去除率可达95.5%,剩余浓度降至50 mg/L以下,显著改善微藻生长环境。
化学沉淀法:通过添加MgCl₂和Na₂HPO₄形成磷酸铵镁(MAP)沉淀,NH₄⁺N浓度从5,618 mg/L降至210 mg/L。
生物预处理:活性污泥法可去除88.5%的氨氮和89%的游离氨,适用于高浓度渗滤液。
2. 有机物与色度控制
臭氧氧化:降解大分子有机物(如腐殖酸),色度从2,225倍降至225倍,3D荧光强度降低75%。
电化学氧化:在电流密度200 A/m²、pH=4条件下,COD去除率达78%。
(二)微藻分批次培养与污染物去除
1. 分批次培养模式的优势
梯度稀释策略:通过逐步提高渗滤液浓度(如30%→70%→100%),缩短微藻适应期,生物量从0.91 g/L提升至1.53 g/L,COD去除率提高214%。
共培养协同效应:普通小球藻与栅藻共培养时,COD、TN、NH₃N去除率分别达81%、72%、80%,油脂积累量显著高于单培养。
2. 关键工艺参数
N/P比调控:补充磷至N:P=16:1时,氨氮去除率提升至99.7%,总氮去除率达96.6%。
盐度适应:卵囊藻(*Oocystis lacustris*)在含5 g/L硫酸盐的废水中仍可实现100%氨氮去除,耐受性显著。
(三)藻基产品生产与提取
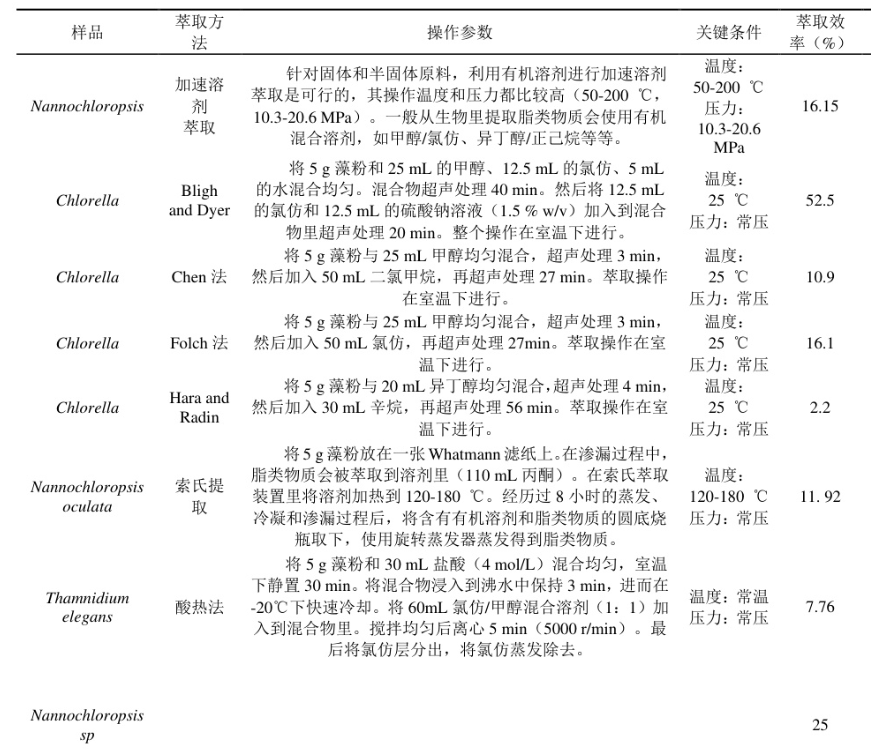
1. 油脂提取技术
溶剂法:Bligh & Dyer法对小球藻油脂提取效率达52.5%,Soxhlet法适用于高纯度脂质提取。
集成工艺:结合冻融破碎与超声波处理,可提高细胞壁破裂效率,降低能耗。
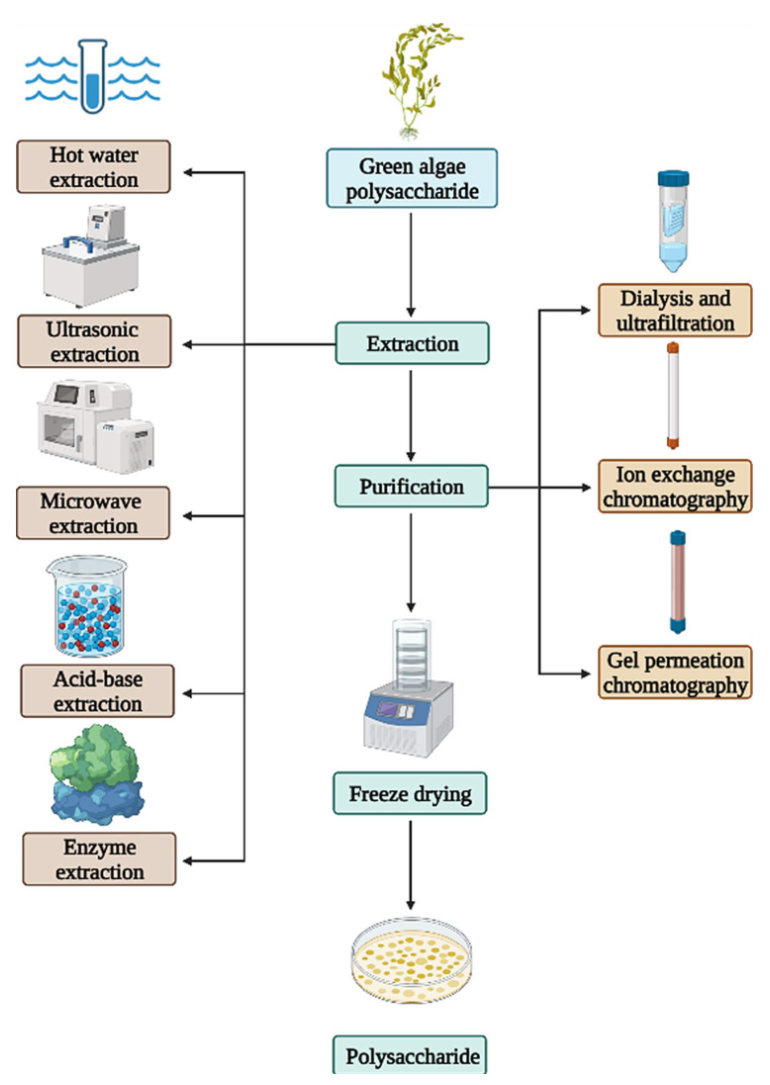
2. 多糖提取与纯化
热水/超声辅助提取:冻融辅助超声波法使小球藻多糖得率达5.9%,后续通过离子交换色谱纯化可去除蛋白质和色素。
生物炼制模式:残余生物质用于生产动物饲料或生物炭,提升经济性。
三、技术经济性与产业化挑战
1. 成本分析
主要成本构成:培养(77%)、采收(12%)、提取(7.9%)。
经济可行性阈值:当原油价格130美元/桶时,微藻生物量生产力需达1.5 g/L/d,脂质含量50%才具竞争力。
2. 优化方向
高附加值联产:虾青素(2,500–7,000美元/kg)与β胡萝卜素(300–1,500美元/kg)可大幅提升收益。
低能耗工艺:光生物反应器(如跑道池)结合废水再利用,降低氮磷投入成本。
四、结论与展望
垃圾渗滤液资源化培养微藻的“全链条”技术需整合预处理分批次培养产物提取经济评估四大环节。未来研究方向包括:
1. 菌藻共生系统:利用细菌降解有机物与微藻固碳的协同作用,提升COD与氨氮去除效率。
2. 智能调控技术:通过在线监测pH、溶解氧和营养盐浓度,动态优化培养条件。
3. 政策驱动:结合碳交易市场与废水处理补贴机制,推动微藻技术的规模化应用。
该技术不仅实现废水净化(COD去除率>70%),还产出油脂、多糖等高附加值产品,兼具环境与经济效益,是可持续废水处理的重要发展方向。


